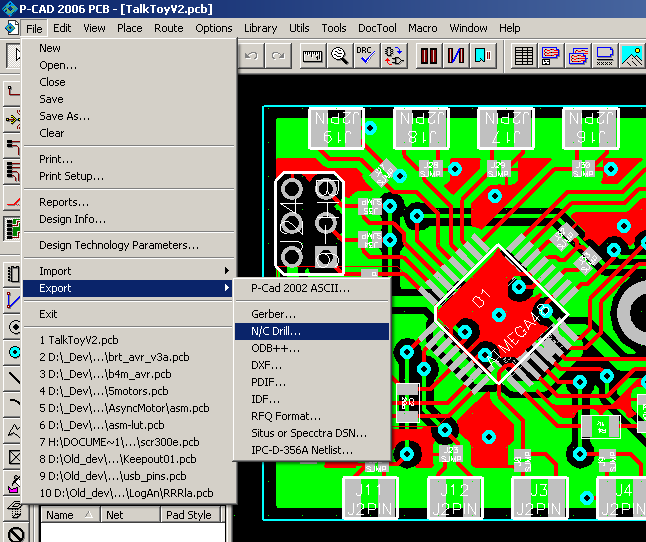
| Жмём File -> Export -> N/C Drill |
 |
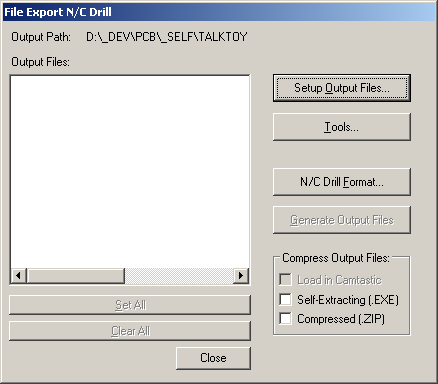
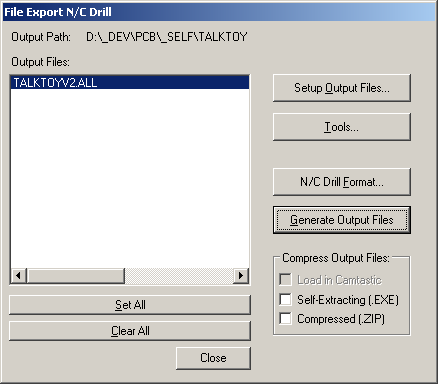
| Появляется диалог "File export N/C drill". Жмём кнопку "Setup output files". |
 |
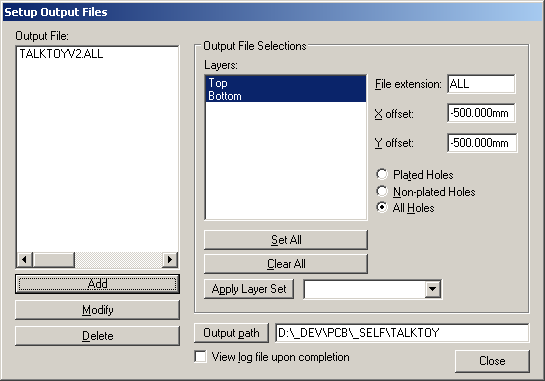
| Выбираем два сигнальных слоя (для многослойных плат - столько слоёв, сколько будет сверлиться одновременно). Задаём расширение файла (у меня в примере - ALL).
"X offset", "Y offset" - вычитаем координаты реперной точки. Я туда вписал координаты левого нижнего угла платы со знаком минус.
Выбираем All holes (сверлим металлизированные и неметаллизированные отверстия). Жмём Add. В списке выходных файлов ("Output file:") должен появиться файл с расширением ALL.
Закрываем диалог (кнопка "Close"). |
 |
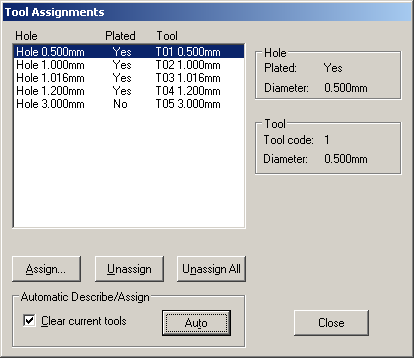
| Открываем диалог "Tools" - задаём диаметры инструмента. Здесь мы должны поставить в соответствие с нужным диаметром определённый инструмент
(физический инструмент toolchanger'а станка). Жмём "Auto". Инструменты задаются подряд, по возрастанию диаметра. Жмём "Close". |
 |
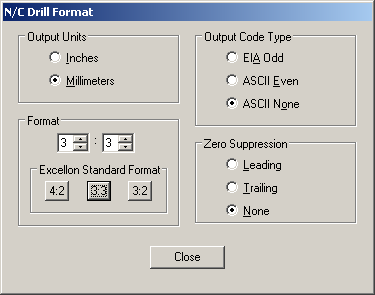
| Открываем "N/C Drill Format". В появившемся диалоге отмечаем единицы станка - миллиметры, выходной формат - ASCII None, формат координат - 3:3
(вторая цифра понадобится при конвертации N/C Drill в G-код), Zero Suppression: None. Закрываем диалог нажатием "Close". |
 |
| Выбираем файл с расширением ALL, жмём "Generate Output Files". |
 |
|
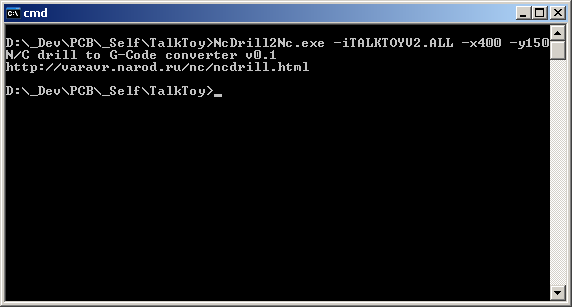
В каталоге файла платы появился файл с расширением ALL. Теперь воспользуемся утилитой NcDrill2Nc.exe. Например, станок настроен
на скорости 400мм/с по оси X и 150мм/с - по Y. Исходный файл - TALKTOYV2.ALL. Сверлить все отверстия буду одним инструментом. Таким образом, мне нужно в командной строке указать
"NcDrill2Nc.exe -iTALKTOYV2.ALL -x400 -y150"
Использование:
NcDrill2Nc.exe [-ключ] [-ключ] ...
ключ может быть одним из:
i<входной_файл> - исходный файл в формате NC/Drill ASCII
o<выходной_файл> - файл G-кода. По умолчанию - <входной_файл>.nc
x<ск_x> - скорость X
y<ск_y> - скорость Y
t - использовать смену инструмента
u - единицы исходного файла NC/Drill (по умолчанию - 0.001). Зависит от второй цифры, выбранной в формате координат. (2-0.01, 3-0.001, 4-0.0001 и т.д.)
z<мин_z> - минимальная координата Z сверления
Z<макс_z> - координата Z быстрого перемещения
h - справка |
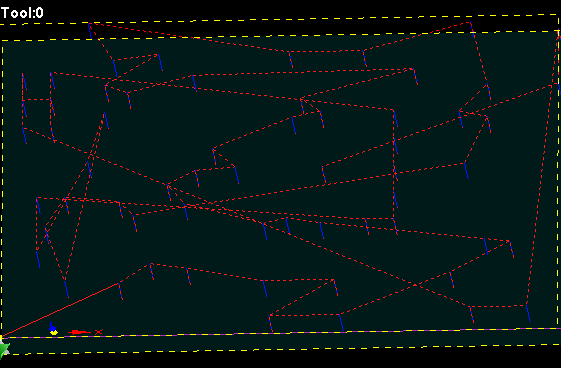
| Что же мы получаем? Без использования оптимизации и скоростях 400 и 150мм/с по осям X и Y соответственно: предполагаемое время сверления 8:22 |
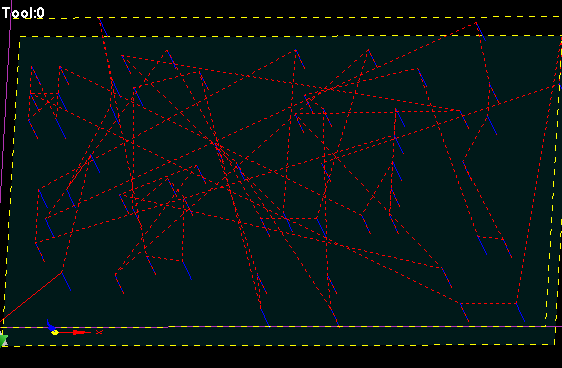 |
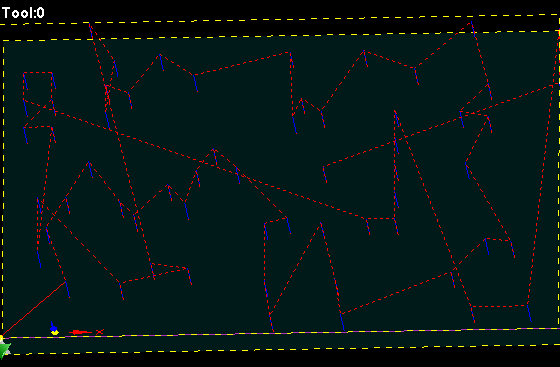
| С использованием оптимизации, скорости 400 и 150мм/с: предполагаемое время сверления 6:06 |
 |
| Различные скорости осей - часный случай. Вот что получается при равных скоростях. При имитации - скорости 400мм/с по обеим осям. Время
с использованием оптимизации: 4:58
без оптимизации: 5:55 |
 |